
Sheet metal fabrication is a complex process that requires attention to detail. One of the most important aspects of sheet metal fabrication is getting the bend radius right. Failure to properly consider the bend radius can cause your material to fail, parts to be inaccurate, and costs to go up. Knowing how to properly calculate the bend radius for sheet metal fabrication will help you produce quality parts and do it in an efficient manner.
Some of the best practices for sheet metal bend radius include checking with your manufacturer for their standard operating procedures, keeping material thickness consistent, and using the right tools and equipment. In addition, considering material type, thickness, and bend angle will help you to create better bends and have fewer problems in production.
Getting the bend radius correct is essential to creating accurate and durable sheet metal parts. In this guide, we’ll cover some of the key concepts, terminology, and best practices that will help you to get the best sheet metal bends possible. Whether you’ve been doing this for a while or you’re just getting started, understanding these principles will help you to design and manufacture your parts more efficiently.

What is Bend Radius and Why is it Important?
Bend radius is how much the material is bent in a bend in a sheet metal part. It’s important because it affects how strong the material is and the quality of the part you are trying to create. You need to be concerned with the inside and outside bend radius, making sure that your material can take the bend without cracking or deforming.
Key Concepts in Designing for Sheet Metal
There are several key concepts to understand when designing for sheet metal. Designing for sheet metal is important for things like brackets, covers, cabinets, chassis, and electrical enclosures. One of the biggest challenges is dealing with elongation during bending, which can cause the part to be inaccurate. The material type, thickness, and bend angle are all key factors in determining the correct bend radius.
Factors Influencing Bend Radius
There are several factors that influence the bend radius in sheet metal fabrication:
• Material Type: Different materials have different properties when bending. For example, aluminum typically requires a larger bend radius than steel.
• Thickness: Thicker materials usually require a larger bend radius.
• Hardness and Ductility: Harder materials like stainless steel require a larger bend radius to prevent cracking.
• Bend Angle and Inside Radius: The angle and radius of the bend affect how the material behaves as it’s bent.
• Bending Method: Air bending and bottom bending have different requirements and effects on the bend radius.

General Sheet Metal Bend Radius Terms and Their Meaning
It’s important to know the terminology related to bend radius so you can communicate and design better.
Bending Radius
The bend radius is the smallest radius that you can bend a piece of sheet metal. It’s generally determined by the tooling that you have available and is important when you are trying to design things quickly. It’s a good idea to check with your manufacturer for their standard operating procedures to help you design parts that will fit within their capabilities.
Bending Height
Bend height is the length of the flange after you bend it up from the body of the part. There is a minimum bend height that you need to be aware of, which is equal to or greater than two times the material thickness plus the bend radius (H ≥ 2t + R).
Bending Direction
Sheet metal is anisotropic, meaning that its properties change based on the direction you bend it. You need to bend perpendicular to the grain of the metal to prevent cracking and get a stronger bend.
Bending Tool Interference
When you design sheet metal parts, make sure that you have clearance and access for the tooling. If you have features that are coming over your bend area, that’s going to prevent the tooling from being able to bend the part. The minimum distance that you can have a feature from the bend should be the same as the minimum bend height.
Bent Flange Interference
If you have a design where you’re going to bend two walls at a corner, make sure that you have an offset so that you don’t have an interference condition with the flanges. A typical offset would be 0.2mm, which will help you get a good bend and make welding easier if you need to weld the part.

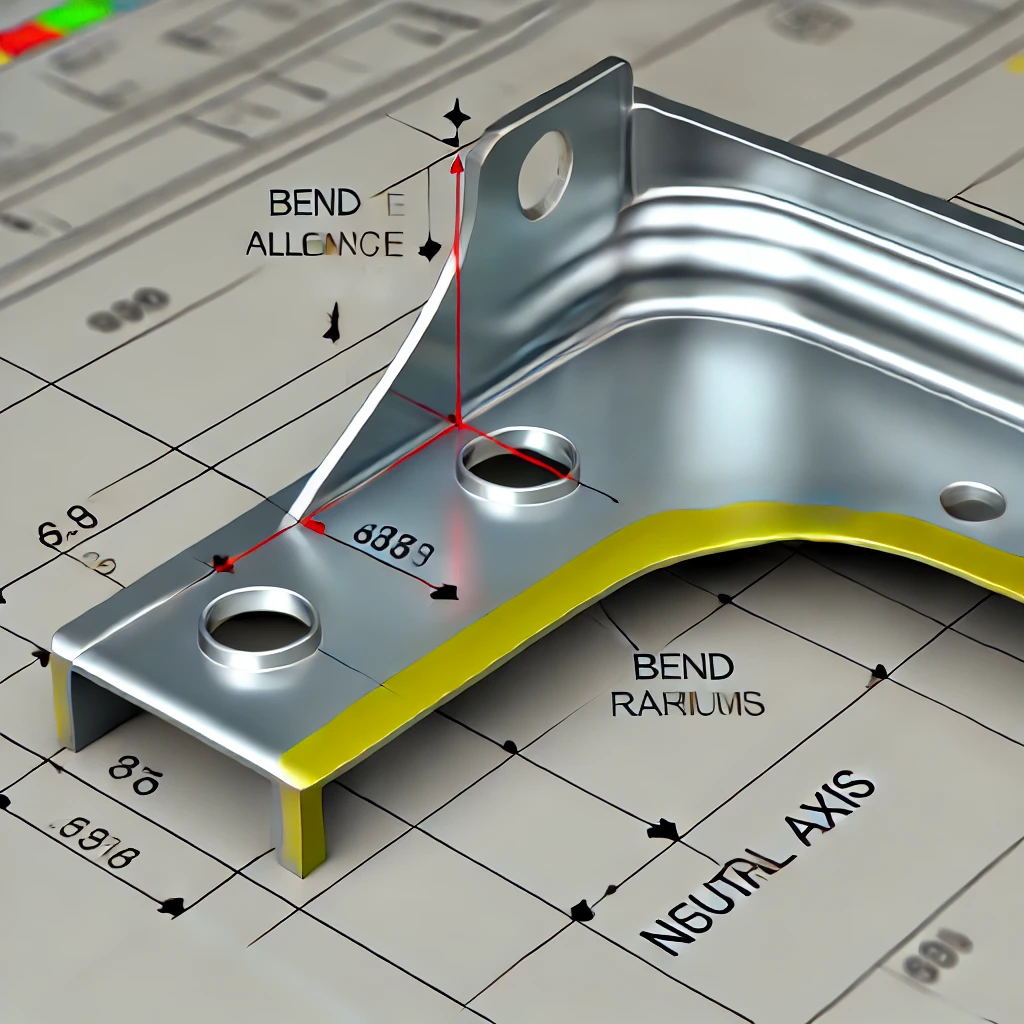
Understanding Bend Allowance and Bend Deduction
Bend allowance and bend deduction are important for making accurate flat layouts of 3D part models.
Bend Allowance
Bend allowance is the length of the arc of the bend on the neutral axis. It’s determined by the material type, material thickness, and the bend angle. For example, if you have thicker material or you have a sharper bend angle, you would need a larger bend allowance. This is important because it accounts for the material stretching as you bend it.
Bend allowance is important because it helps designers and fabricators figure out how long the flat pattern needs to be before they bend it. This helps make sure that when you do bend it, the part is the right size. There are tables you can use that are standardized to help you figure out what the bend allowance is supposed to be based on the material and the bend.
Bend Deduction
Bend deduction is the difference between the bend allowance and two times the outside setback (OSSB). It’s important because it helps you flatten out the 3D model accurately, which makes sure that you have the right size for your part. Bend deduction is important because it takes into account how the material behaves when you bend it and helps you figure out how long the flat piece of sheet metal needs to be before you bend it.
It’s important to accurately calculate the bend deduction so that your part is the right size when you bend it. This is particularly important when you have complex bends or multiple bends on the same part. Like bend allowance, you can use tables that are standardized or specific calculations based on the material and the bend to figure out what the bend deduction is supposed to be.

The Role of the K-Factor in Bending
The K-factor is the ratio of the location of the neutral axis to the material thickness. It’s different based on the material type, material thickness, and the method of bending. Knowing the K-factor helps you figure out the correct bend allowance and bend deduction.
The K-factor is important because it tells you how the material is going to behave when you bend it. The K-factor influences the bend allowance and bend deduction calculations because it tells you where the neutral axis is. For example, if you have a higher K-factor, the neutral axis is closer to the inside surface of the bend, which will give you a larger bend allowance.
Most manufacturers have specific K-factors that they use for different materials and different bending processes. If you talk to them, they can give you some insights on what the correct K-factor should be for your project, which will help you make sure that you get the bend allowance and bend deduction right.

Sheet Metal Bend Reliefs
Definition and Importance of Bend Reliefs
Bend reliefs are cuts that you make in the sheet metal to prevent it from tearing or failing in high-stress areas when you bend it. Bend reliefs are important because they help keep the bend strong, especially in corners or when you have multiple bends in the same area. By giving the material a place to bend, they help spread the stress out more evenly and make sure that you don’t get any cracks or failures in the material.
Types of Bend Reliefs
There are several common shapes for bend reliefs:
• Circular Holes: Circular holes are often used at the corners of bends. They’re easy to make and work really well. They give the material a place to bend without concentrating too much stress in one spot.
• Rectangular Slots: These are used to separate bends that are next to each other and give the material a clear place to bend. They work really well when you have a lot of bends in a small area.
How Bend Reliefs Prevent Tearing and Failure
Bend reliefs make the bend stronger because they help spread the stress out. Without bend reliefs, the material is more likely to tear or crack at the high-stress points when you bend it. When you design parts with bend reliefs, it’s much less likely that you’ll have manufacturing defects, which helps you make better parts.
Tolerance Stackup and Sheet Metal Bending
Importance of Managing Tolerance Stackup in Multi-Bend Parts
Tolerance stackup is what happens when you add up all the tolerances in a multi-bend part. The more bends you have, the more likely you are to have problems with things being out of alignment or the wrong size. It’s important to manage tolerance stackup so that the parts fit together correctly and work the way you want them to work.
Why Managing Tolerance Stackup is Important in Multi-Bend Parts
Bigger Hole Designs: Making your holes bigger will give you a little bit of room to absorb some of the variance in tolerances, which will help keep things from being out of alignment.
• Alignment Holes: Putting alignment holes at the bottom of your sheet metal part will help you put things together accurately.
• Bending Without Holes: Bending parts without holes and putting holes in later through some sort of post-processing (like stamping or machining) will make your parts more accurate, but it will cost you more money to produce them.

Why First Article Prototyping is Important for Big Production Runs
First article prototyping is when you make one part to test the design and the manufacturing process. It’s important to do this to make sure that you don’t have any problems before you make a whole bunch of parts. Prototyping helps you make sure that the parts you make meet the design requirements and are high quality.
Sheet Metal Bend Radius and Metal Forming
Factors that Determine the Bend Radius: Material Type, Thickness, and Bend Angle
There are several factors that determine the right bend radius for a sheet metal part:
• Material Type: Different materials have different amounts of ductility and strength, which affects the bend radius.
• Thickness: Thicker materials need larger bend radii to keep from cracking.
• Bend Angle: Sharper bend angles need larger radii to keep the material from tearing.
Role of Tangent Point in Forming Proper Bend Radius
The tangent point is where the metal starts to bend. It’s essential to hit this point correctly so that you get the right bend radius and the material deforms correctly without damaging the structure.
How to Get the Right Bend Radius: Tools and Techniques
You have to use the right tools and techniques to get the right bend radius. This includes picking the right press brake, tooling, and following the right bending procedures. If you do all of these things the same way every time, you will get good bends every time.
Why It’s Important to Have the Right Equipment and Follow the Right Procedures for Air Bending and Press Brake Operations
Air bending and press brake operations require you to control your equipment and follow your procedures. You have to set up your press brake correctly, choose the right tools, and watch your bending process carefully to get the bend radius you want without hurting the material.

Differences in Materials
How Material Differences Affect Your Design
Different materials bend differently. It’s important to know the differences between materials when you design sheet metal parts.
Harder Materials Need Larger Minimum Bend Radii
Harder materials, like stainless steel, need larger minimum bend radii to keep from cracking and to keep the part strong. These materials don’t bend as easily, so they are more likely to break if you don’t bend them right.
What to Think About for Material Properties When You Design
When you design sheet metal parts, you have to think about the properties of the material. This includes how easy the material is to bend, how strong it is, and how thick it is. All of these things affect the bend radius, the bend allowance, and how easy it is to make the part.

Best Practices
Talk to Your Material Supplier and Your Fabricator to Get the Right Bend Radius
Work with your material supplier and your fabricator to get the right bend radius for your project. They have a lot of experience and can tell you what to expect from the material and how easy it will be to make the part.
Make a Prototype to Make Sure the Bend is Right
Make a prototype to make sure that your bend is right and that the part you make meets your design requirements. This will help you find any problems early and make any changes before you make a whole bunch of the parts.
Start Thinking About the Bend Radius Early in the Design Process
Think about bend radius guidelines early in the design process so that you don’t have to make a lot of changes later. If you start thinking about this stuff early, your production will go a lot smoother, and you will have better parts.
Why You Need to Rely on Someone Experienced to Help You with the K-Factor and Tooling
You need to rely on someone who knows what they’re doing to help you with your K-factor and your tooling. You need someone who knows how to calculate the K-factor and the tooling right to make your project work. Listening to them will help you make the bends you need to make more accurately and efficiently.

Conclusion
Getting the bend radius right is important for making high-quality parts. If you know and follow these best practices, you will be able to make parts faster, have fewer parts that fail, and have parts that are the right size and strong.